
金属蚀刻是先在基板上用丝印或网印的方式把基板上需要保护的部位遮住,然后用化学或电化学方式侵蚀掉不需要的部位,最后退去保护膜,得到制品的一种加工方式。
金属蚀刻技术是什么
金属蚀刻是生产标牌、电路板、金属工艺品、金属版画等过程中的关键步骤。最初的技术工业生产应用是在印刷电路板,因电路板的走线细而密,机械加工很难完成。不同的金属材料,性质各不相同,蚀刻图型的精度不同,蚀刻深度不同,所采用的蚀刻方法、工艺以及所用蚀刻液的配方大不一样,所采用的感光抗蚀材料也各不相同。
1.化学蚀刻法——用强酸或强碱溶液直接对工件未被保护部位进行化学腐蚀,这也是目前使用最多的一种方法,优点是蚀刻深度可深可浅,蚀刻速度很快,缺点是腐蚀液对环境有很大的污染,特别是蚀刻液不易回收。并且在生产过程中对操作工人的身体健康有害。
2.电化学蚀刻——这是一种把工件做阳极,使用电解质通电,阳极溶解,从而达到蚀刻目的的方法,其优点在于环保方面,对环境污染很小,对操作工人的身体健康无害,缺点是蚀刻深度较小,大面积蚀刻时,电流分布不均匀,深度不易控制。
3. 激光蚀刻法——优点是线性边沿整齐无侧蚀现象,但成本很高,约为化学蚀刻法的一倍。印刷电路板行业印刷锡膏时,所用的不锈钢丝网大多是用激光蚀刻法制作的。
金属蚀刻能生产哪些东西
金属蚀刻具有很高的可复制性。在加工工艺制品上,只要提供工艺品的母版底片,就能精确复制出几乎相同的产品。其次对于尺寸要求严格而又很微小,对于机械加工很难加工的零件,提供了更方便的加工方法。
金属蚀刻的行业用途主要有:
1.石油、化工、食品、制药用精密过滤网、过滤板、过滤筒、过滤铜板网、钢板网、不锈钢网、镍板网、圆孔网、异行孔网、微孔网、筛网、席形网。如果汁机网罩、网片。
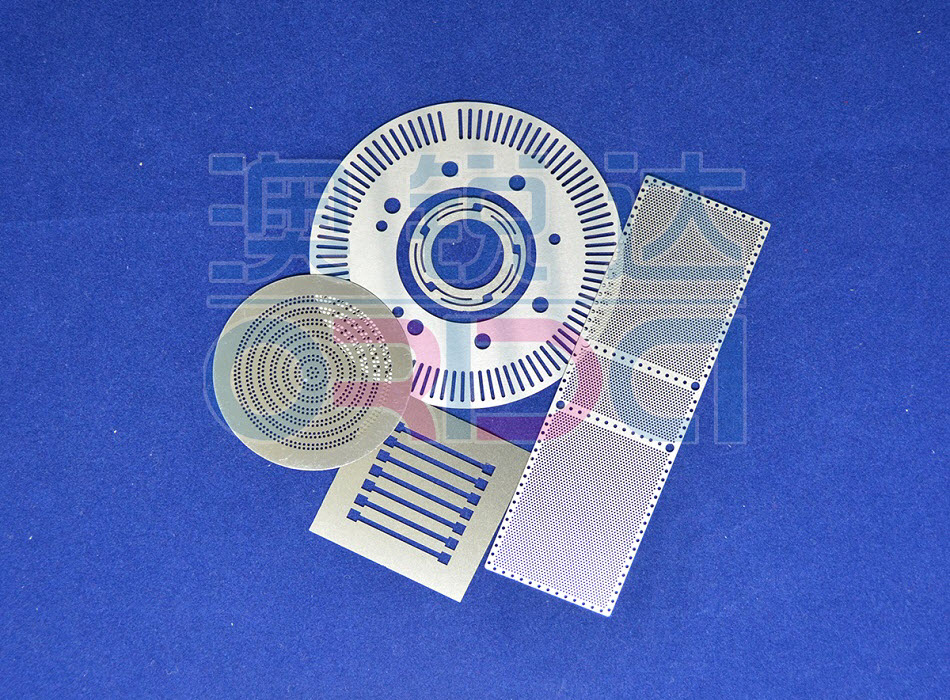
2.电子行业用栅网、阵列、金属漏板、盖板、引线框架等。如:格栅片、模片、盖板、引线框架、阵列引脚、栅网。
3.精密光学及机械平面零件、弹簧零件。如:弹簧片、光阑片UGLI。
4.工艺品:适用于各种图案加工,如:按键手机键盘。

蚀刻工艺流程:基板清洗和表面处理→涂布→热风预烘干→曝光→显影→补光固化→干燥→蚀刻→脱墨→后制作
对于较小的平面工件,可直接采用丝印的方式完成涂布的工序,但对于大面积,丝印无法进行的产品,只能采用直接在工件表面涂布显影。
1.基板清洗和表面处理
目的是除去工件表面的防锈油、润滑油、乳化液及工作人员分泌的汗渍油脂等。
成份组成:氢氧化钠、碳酸钠等碱性物质及十二烷基苯磺酸钠等。
脱脂不完全会影响后面涂布工序中保护膜与工件的接合力,导致蚀刻过程中保护膜脱落造成工件的损坏。
2.涂布感光油墨。
可以采用满版印刷、刷涂、滚涂或喷涂的方式,对油墨涂层的均一性要求不是很高,只要能保证涂层能够在蚀刻时对产品需保护部位得到充分的保护。
此工序和制作网板中的涂布工序差不多,只是制作网板是在网砂上涂感光油墨,而金属蚀刻是直接在工件表面涂布。
3.热风预烘干(30-40℃,10-15分)
目的只是防止曝光时感光油墨粘住菲林,要在暗室中进行操作。
4.曝光
可用高压汞灯、碘镓灯、金属卤素灯。时间20秒左右,抽真空;根据工件的精度要求适当调整曝光时间,精度要求越高,曝光时间要适当缩短。
5.显影
对于水性感光油墨,可采用1%碳酸钠水溶液或直接用清水,温度25-30℃,手工显影或喷射显影。对于油性感光油墨,可采用有机溶剂进行手工显影或喷射显影。
6.补光固化
增加固化膜对底材的结合力,提高耐蚀刻性能。采用高压汞灯照射,或用紫外光照射。照射时间的长短要根据各自油墨的不同特性来决定,时间太长,油墨老化,结合力不好导致不能很好保护工件,时间太短,固化效果不好,结合力也不好,也不能很好保护工件。
7.干燥(90-110℃,5-10分)
增加固化膜对底材的结合力,提高耐腐蚀或耐电镀性能。若要永久保留固化膜,可进行140-160℃、30分钟以上热烘烤。
8.蚀刻
(1)化学蚀刻
蚀刻液一般都是强酸或强碱。尽可能使反应快速完成,一般蚀刻速度为0.04mm/分钟,蚀刻速度越快,侧蚀的程度就越小,所得到的工件精密度就越高。
(2)电化学蚀刻
把工件做阳极,在电解液中通电,工件上未被保护部位因作阳极而溶解,从而达到蚀刻的目的。电化学蚀刻的蚀刻速率一般由工件表面的电流密度来控制。
9.脱墨
对于蚀刻完成即为成品的产品,直接退去保护油墨。要根据所采用的油墨性质来选用脱墨液:对于水性油墨,可采用20%氢氧化钠水溶液50~60℃、浸泡约十分钟,然后擦拭,去除油墨。对于油性油墨,要用有机溶剂进行浸泡约十分钟,然后进行擦洗去除。
10. 后制作
对于蚀刻成品,进行手工填漆、电镀或者电泳涂装,从而形成同一平面两种双色甚至多种颜色的外观效果。
下一篇:没有了
 QQ客服
QQ客服  1688客服
1688客服 